
Bezpośrednio szlifierska talerz aluminiowy
Cat:Części narzędzi maszynowych
Kategoria: Produkcja produktów pomocniczych Przegląd produktu: Firma przekazała certyfikację różnych systemów, takich jak system zar...
Więcej01
Pochodzenie szlifierki bez środka
Pochodzenie bezwzględnego młynek można prześledzić na początku XX wieku. W tym czasie samochody rozwijały się szybko, a ponad 20 firm samochodowych, takich jak Mercedes-Benz, Ford i General Motors, powstało jeden po drugim. Formularz organizacyjny produkcji samochodów wprowadził standaryzację i produkcję linii montażowej. Centralny młynek urodził się pod zapotrzebowaniem przemysłu motoryzacyjnego w zakresie wysokiej produkcji części precyzyjnych.

Warsztaty produkcyjne samochodowe na początku XX wieku
W 1921 r. Cincinnati Milling Machine Company zaakceptowała zamówienie na młynek od Ford Motor Company, wyprodukowała dziesięć bezwzględnych szlifierów na czas i dostarczyła je do Forda 17 lutego 1922 r.

Cincinnati's Centerless Milder dostarczony do Forda
Wraz z narodzinami bezwzględnej szlifierki wymiarowa dokładność i okrągłość części wzrosły bezpośrednio o jedną czwartą, a czas produkcji spadł do jednej dziesiątej oryginału. Ta technologia szlifowania odśrodkowego umożliwia nie tylko masową produkcję, ale także umożliwia produkcję części wymiennych.
02
Rozwój bezwzględnych maszyn do szlifowania w naszym kraju
W moim kraju szlifierki bez środków rozpoczęły się późno, ale rozwinęły się stosunkowo szybko i doświadczyli trzech głównych etapów: produkcji naśladowania, samozadowolenia i nowoczesnego designu.
1. Imitacja etap produkcji
1954–1960 był etapem imitacji. W 1954 r. Fabryka maszyn Wuxi naśladowała zwykłą szlifierską młynek M2075. W 1957 r. Naśladowano szeroki szlifierka bez środka piasku M1075K.

Bezpośrednie młynek w moim kraju (Źródło obrazu: Wuxi Machine Tool Factory Oficjalna strona internetowa)
2. Etap samozadowolenia-samorozwój bezwzględny młynka mojego kraju M1025
W październiku 1956 r. Wuxi Machine Tool Factory zaczęła projektować młynek M1025 pod kierunkiem radzieckich ekspertów. Dzięki wspólnym wysiłkom techników i starych pracowników pokonano różne trudności techniczne. W marcu 1958 r. Zgromadzono nowy produkt, a wycena minęła.
Jest to młynek zaprojektowany przez Wuxi Machine Tool Factory, a także samozwańcza młynek bezwzględny w moim kraju. Pomyślny rozwój tego bezwzględnego młynka zgromadził wiele cennych doświadczeń dla późniejszych badań i rozwoju naszego bezwzględnego młynka.
W latach 1961–1970 Wuxi Machine Tool Factory Special Centerless Maszyny do szlifowania do przetwarzania zaworów gazowych, szpilki kulkowe, wały krzyżowe, rurki stalowe, wały silnika itp. Zostały zaprojektowane w Chinach. Oznaczają one dojrzałość samozadowoleń bez centralnych szlifierów w naszym kraju. W tym okresie Wuxi Machine Tool Factory, Xianfeng Machine Tool Factory, Benxi Second Machine Tool Factory, Factory Changchun Machine Tool i inni producenci kolejno wyprodukowały serię zwykłych środkowych maszyn do szlifowania.
3. Nowoczesny etap projektowy
Wraz z rozwojem nauki i technologii, od wczesnych lat 80., szlifierki bezwzględne weszły do nowoczesnego etapu projektowania. Mój kraj opracował nie tylko nową generację wysokich szlifierów i szybkich środkowych szlifierów, ale także zastosowałem modułową konstrukcję, statyczną i dynamiczną konstrukcję elementów skończonych, projektowanie i optymalizację komputerową do konstrukcji szlifierów bez środków.
03
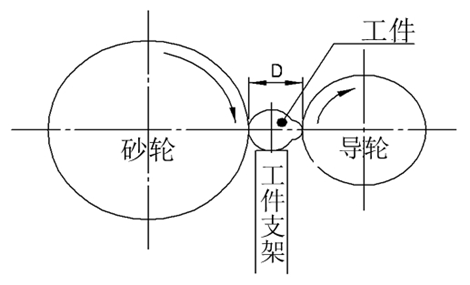
Zasada robocza i metoda młynek bez środków. Jak sama nazwa wskazuje, szlifierka bez środka jest rodzajem młynek, który nie musi zaciskać środka przedmiotu obrabianego do szlifowania. Składa się głównie z trzech mechanizmów: szlifowania koła, koła prowadzącego (koło regulacyjne) i wspornik obrabia (paleta). Funkcją szlifowania jest usunięcie powierzchni z szlifowania i wygenerowanie pożądanego stopnia światła; Funkcją koła przewodnika jest kontrolowanie prędkości obrotu szlifowania; Wspornik obrabia służy do obsługi szlifowania podczas szlifowania.
Zgodnie z metodą Feed Metodę, istnieją trzy bezwzględne metody szlifowania:
Metoda karmienia przekrojowego: odpowiednia do szlifowania obrabiów wielokrotnych lub specjalnych. Metoda karmienia: ma wysoką wydajność produkcji w walcach igłach, cylindrycznych rolkach i zwężających się wałkach. Metoda karmienia styczna: zdolność do szlifowania obrabia specjalnego, takiego jak sferyczny wałek.
04
Zalety i wady bezbłędnego szlifowania i cylindrycznego szlifowania
Wiemy, że spośród wszystkich szlifierów cylindryczne szlifierki są szeroko stosowanymi narzędziami maszynowymi i mogą przetwarzać różne cylindryczne stożkowe powierzchnie zewnętrzne i szlifierki powierzchniowe. Więc podczas przetwarzania przedmiotu obrabianego, czy powinniśmy wybrać szlifowanie bez środka lub szlifowanie cylindryczne? Wymaga to zrozumienia ich cech, zalet i wad.
Właśnie wprowadziliśmy zasadę roboczą szlifierki bez środka, a jego cechy są następujące.
1. Ciągłe przetwarzanie, nie trzeba wycofywać narzędzia, krótki czas na zaciskanie obrabiarek i wysoką wydajność.
2. Mechanizm pozycjonowania wsporników i kół prowadzących ma lepszą sztywność wspornika niż zwykłe cylindryczne szlifierki i mechanizm centralnej ramki, i może być większy w objętości cięcia, co sprzyja przetwarzaniu smukłych robaków, co ułatwia osiągnięcie szybkiego szlifowania i silnego szlifowania.
3. Obrabia bezwładnego cylindrycznego szlifierki środkowej jest umieszczona na mechanizmie pozycjonowania przez zewnętrzny cylindryczny młynek. Ilość szlifowania to zasiłek w średnicy przedmiotu. Dlatego zużycie koła szlifierskiego, kompensacja mechanizmu zasilacza i powtarzający się błąd dokładności pozycjonowania mechanizmu cięcia na średnicy i dokładności wymiarowej części jest tylko połowa zwykłego zewnętrznego cylindrycznego młynek. Nie ma potrzeby wiercenia centralnego otworu i łatwo jest osiągnąć automatyczne ładowanie i rozładunek.
4. Szerokie szlifierki szlifierki bez środka przechodzi przez mechanizm, który może za każdym razem zwiększać dodatek do przetwarzania. Podczas przecinania szlifowania złożone powierzchnie można przelać sekwencją lub wieloma kółkami szlifierowymi, które mają wysoką wydajność i szeroki zakres zastosowań.

W porównaniu z bezwzględnymi zewnętrznymi szlifierami cylindrycznymi, następujące cechy to:
1. Jeśli chodzi o wydajność szlifowania, cylindryczne szlifowanie jest znacznie gorsze niż szlifowanie bez środka, więc koszt produkcji jest stosunkowo wysoki.
2. Jednak w porównaniu z szlifowaniem odśrodkowym zalety zewnętrznego cylindrycznego szlifowania są również bardzo oczywiste. Błąd cylindryczny wygenerowany podczas przetwarzania tokarki z przodu rdzenia wałka można poprawić; Po drugie, wałek krokowy można łowić; Jeśli jest to zewnętrzny cylindryczny szlifierka CNC, może być również mielony na powierzchniach średnich i wysokich lub łukowych.
3. Jeśli chodzi o ogólną dokładność cylindryczną, szlifowanie cylindryczne jest ogólnie lepsze niż szlifowanie odśrodkowe.
05
Bez centralny przetwarzanie młyka
Po wprowadzeniu zalet i wad bezbłędnego szlifowania i cylindrycznego szlifowania, rzućmy okiem na praktyczny przypadek zastosowania.

Lokomotywa zawór silnika Diesla
Zawory są ważną częścią działania silników Diesla. W latach siedemdziesiątych i w połowie lat 80. firma przyjęła tradycyjny cylindryczny proces szlifowania (oba metoda pozycjonowania końcowego), ale ponieważ stosunek długości do średnicy zaworu jest większy niż 10 (patrz rysunek poniżej).
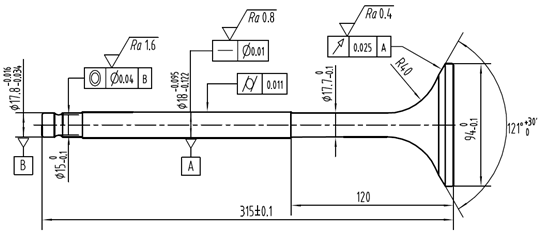
Lokomotywa DF11 zawór silnika Diesla
Tradycyjna cylindryczna metoda szlifowania znacznie zmniejsza sztywność systemu procesów szlifowania. Jednocześnie po szlifowaniu nierównomierność jest ogólnie nierównomierność po szlifowaniu, zwłaszcza problemy związane z wadami bębna w pręcie i niską wydajność przetwarzania nie zostały dobrze rozwiązane.
W połowie lat osiemdziesiątych firma wprowadziła japońskie środkowe maszyny do szlifowania. Ogólna trasa technologii przetwarzania zaworów została przeprojektowana wokół pręta metodą szlifowania bez środka (metoda szlifowania cięcia). W kolejnym procesie przetwarzania przewaga bez środkowego procesu szlifowania pręta zaworu była wyraźnie odbijana, głównie objawiana: dobra spójność tolerancji wymiarowej (w granicach 0,02 mm), dobra równomierność chropowatości powierzchni (każda chropowatość powierzchni części pręta znajduje się w granicach RA0.35), a środkowe szlifowanie może osiągnąć wymagania dotyczące wysokiego kształtu i tolerancji pozycji.
Firma dowiedziała się z dziesięcioleci doświadczenia w masowych zaworach produkcyjnych, że część zaworowa przyjmuje bezwzględne szlifowanie, jest wydajną i wygodną metodą przetwarzania wsadowego. Dzięki ciągłemu rozwojowi rynku produktów zaworów, dwie linie produkcyjne zaworów mają obecnie wiele bezwzględnych maszyn do szlifowania (MicroSa, Japonia i Guangyang, Japonia) dla części zaworu zaworu bez środka. Specyfikacje przetwarzania urządzeń mogą podejmować różne rodzaje zaworów morskich silników Diesla o średniej prędkości i mogą pomóc klientom w badaniach i rozwoju wysokich opłacalnych zaworów silnika Diesla.

Bezpośrednie młynek
06
streszczenie
Bezpośrednie szlifowanie jest wydajną precyzyjną metodą obróbki w obecnych metodach przetwarzania mechanicznego. Ta metoda szlifowania może umożliwić obrabianie uzyskanie dobrej jakości przetwarzania powierzchni, wysokiej dokładności przetwarzania i wysokiej wydajności przetwarzania. Jest szeroko stosowany w przetwarzaniu pinów, smukłych prętów i rur o długich średnicach i jest szeroko stosowany w dziedzinie produkcji łożysk.
W ostatnich latach fabryki narzędzi maszynowych w moim kraju, które produkują bezwzględne szlifierki, dotrzymały kroku rozwojowi czasów i dążyły do poprawy wydajności szlifierów bez centralnych. Chociaż nadal istnieje pewna luka z zagranicznymi zaawansowanymi bezwzględnymi szlifami w stosowaniu nowych materiałów oraz badań i rozwoju nowych technologii, producenci młynek bez środków w moim kraju napotykają trudności i starają się przezwyciężyć trudności techniczne, co doprowadziło do tego, że technologia młynków w moim kraju rozwijała

Kategoria: Produkcja produktów pomocniczych Przegląd produktu: Firma przekazała certyfikację różnych systemów, takich jak system zar...
Więcej
Kategoria: Bezduszny młynek Przegląd produktu: Firma przekazała certyfikację różnych systemów, takich jak system zarządzania jakości...
Więcej
Kategoria: Tokarka CNC Przegląd produktu: Firma przekazała certyfikację różnych systemów, takich jak system zarządzania jakością ISO...
Więcej
Kategoria: Specjalny młynek do zaworu CNC Przegląd produktu: Firma przekazała certyfikację różnych systemów, takich jak system zarzą...
Więcej
Kategoria: Specjalny młynek do zaworu CNC Przegląd produktu: Firma przekazała certyfikację różnych systemów, takich jak system zarzą...
Więcej
Kategoria: Specjalny młynek do zaworu CNC Przegląd produktu: Firma przekazała certyfikację różnych systemów, takich jak system zarzą...
Więcej
Kategoria: Sprzęt obróbki Przegląd produktu: Firma przekazała certyfikację różnych systemów, takich jak system zarządzania jakością ...
Więcej
Kategoria: Constrless Grinder Przegląd: Firma wdraża i wdraża różne wymagania dotyczące zarządzania systemem, stale wprowadza innowa...
Więcej
Kategoria: Produkcja produktów pomocniczych Przegląd produktu: Firma przekazała certyfikację różnych systemów, takich jak system zar...
Więcej
Kategoria: Produkcja produktów pomocniczych Przegląd produktu: Firma przekazała certyfikację różnych systemów, takich jak system zar...
Więcej
 86-13584767515
86-13584767515
86-0515-89500828
 Nr 1, Obszar koncentracji przemysłowej, Wulie Town, Dongtai City, prowincja Jiangsu
Nr 1, Obszar koncentracji przemysłowej, Wulie Town, Dongtai City, prowincja Jiangsu
Produkt

